



KURODA GP081FDS-AAFR-0250B-C3F 黑田精工丝杆底座安装方法
 扫码获取价格库存技术资料
扫码获取价格库存技术资料
- 品牌:
- 分类:
- 类型:
- pk码: 0001D31000000019X7GH
- 属性: KURODA GP081FDS-AAFR-0250B-C3F 黑田精工丝杆底座安装方法,-KURODA GP081FDS-AAFR-0250B-C3F 黑田精工丝杆底座安装方法-KURODA GP081FDS-AAFR-0250B-C3F 黑田精工丝杆安装 佛山黑田丝杆的生产工艺十分精细。首先,需选用优质的合金材料进行加工,并确保丝杆的表面光滑度,以便提供更好的传动效果。随后,通过精密的车削和磨削加工,保证丝杆的尺寸精度和螺纹质量。最后,对丝杆进行热处理,以增强其硬度和抗磨性。经过这一系列的加工工艺,佛山黑田丝杆的品质得到了有效保证,可满足各种复杂工况下的使用要求。 KURODA G-KURODA GP081FDS-AAFR-0250B-C3F 黑田精工丝杆底座安装方法--KURODA GP081FDS-AAFR-0250B-C3F 黑田精工丝杆底座安装方法-
KURODA GP081FDS-AAFR-0250B-C3F 黑田精工丝杆底座安装方法 产品参数
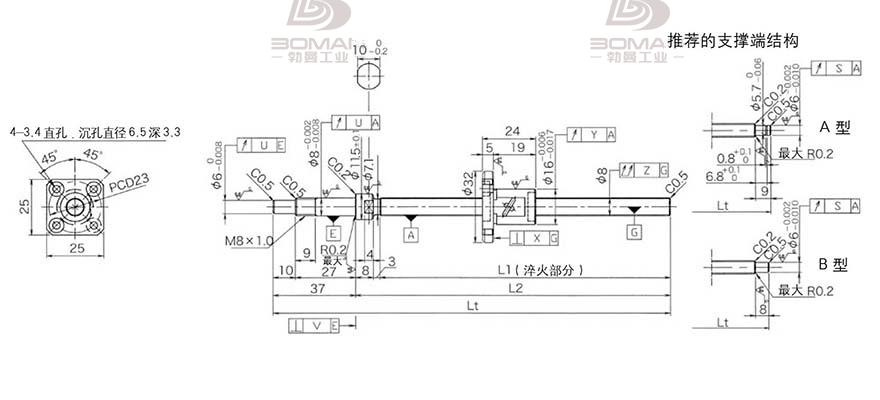
尺寸 单位:mm
| 丝杠轴外径 |
8
|
|
| 导程 |
1.5
|
|
| 丝杠轴底径 |
|
|
| 滚珠节圆直径 |
|
|
| 钢球直径 |
1.0000
|
|
| 精度等级 |
C3
|
|
| 螺母直径 |
16
|
|
| 法兰直径 |
32
|
|
| 螺母长度 |
24
|
|
| 螺母安装 | PCD |
23
|
| 额定动负载 | CaN |
850
|
| 额定静负载 | C0aN |
1900
|
| 有效圈数 |
2.5×1
|
|
| 轴向间隙 |
|
|
| 最大行程 |
202
|
|
| 丝杠全长 |
250
|
|
| 导程精度代表运行距离误差 | ep |
|
| 导程精度变动 | vu |
|
| 轴心跳动 |
|
|
| 单位重量 | kg |
|
NSK GP081FDS-AAFR-0250B-C3F 黑田精工丝杆安装 佛山黑田丝杆的生产工艺十分精细。首先,需选用优质的合金材料进行加工,并确保丝杆的表面光滑度,以便提供更好的传动效果。随后,通过精密的车削和磨削加工,保证丝杆的尺寸精度和螺纹质量。最后,对丝杆进行热处理,以增强其硬度和抗磨性。经过这一系列的加工工艺,佛山黑田丝杆的品质得到了有效保证,可满足各种复杂工况下的使用要求。 NSK G









